4J缸體鑄造工藝整體生產方式的設計
日期:2017-11-29 / 人氣:
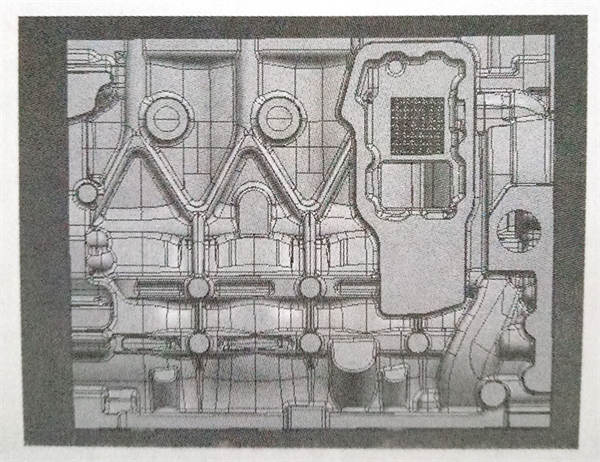
4J缸體(如圖1、圖2),從缸體整體分析,精密鑄造設計過程中主要分為以下幾種砂芯:主體、水套、油道、渦輪渦殼、挺桿室等幾種砂芯。
4J缸體結構對本公司原有產品YS6012缸體產品結構相近,借鑒此產品前期出現的問題,在設計4J缸體時要盡可能避免出現同樣的問題。
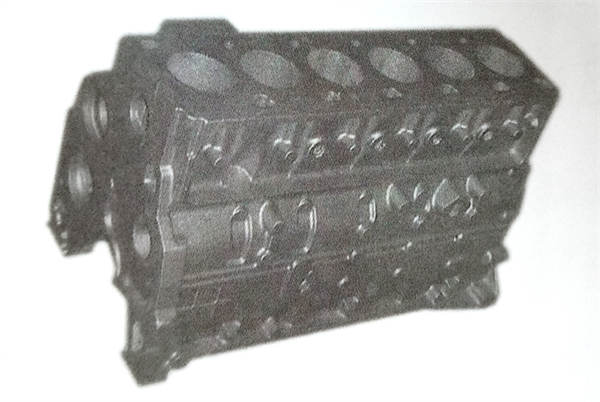
YS6102缸體(圖3、圖4)在生產過程中,渦殼、渦輪采用在上箱將芯子下到砂芯上面的。
其次將渦輪放到上箱的工藝,在澆注過程中產生的氣體較大,對產生氣孔缺陷的傾向比較大,在正常生產過程中此產品主要廢品缺陷就是氣孔,每年由于氣孔報廢的鑄件比例高達20%以上。
所以在設計4J缸體的初期要求將渦輪放到砂芯的下箱,將挺桿室放到砂芯的上箱即放到主體芯和套芯上。
圖1 4J缸體上表面
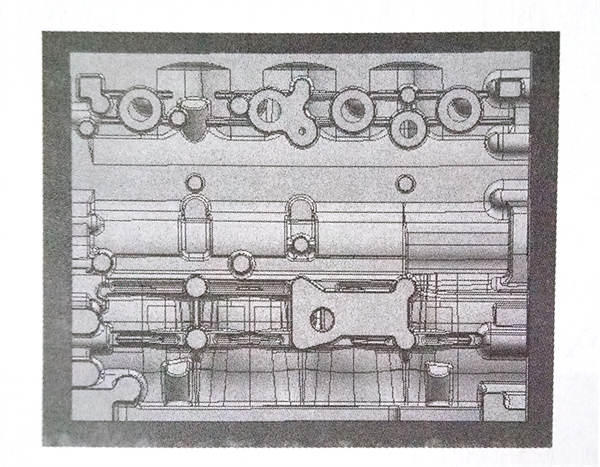
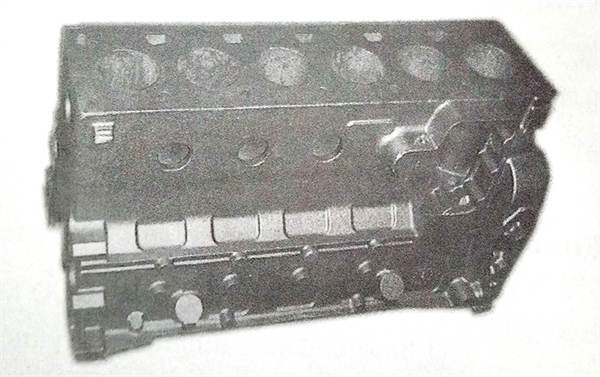
圖2 4J缸體下表面
首先要對4J缸體上下型方案進行設計。4J缸體結構對本公司原有產品YS6012缸體產品結構相近,借鑒此產品前期出現的問題,在設計4J缸體時要盡可能避免出現同樣的問題。
YS6102缸體(圖3、圖4)在生產過程中,渦殼、渦輪采用在上箱將芯子下到砂芯上面的。
圖3 YS6102缸體上表面
圖5、圖6為組芯照片。生產流程首先將渦殼、渦輪芯粘到側板上,其次再與主體芯裝配到一起,后將窗口芯放到渦輪芯上,此種裝配方式與工藝方式弊端較多,主要如下:
圖4 YS6102缸體上表面
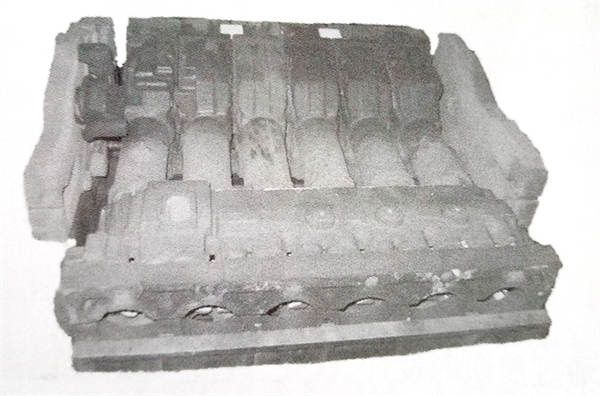
圖5 YS6102缸體砂芯裝配1

圖6 YS6102缸體砂芯裝配2
首先渦殼芯與渦芯裝配方式,裝配過程中容易粘不到或粘不牢到側板上導致砂芯掉或偏,在轉動過程中容易磕碰。并且在與主體、窗口芯組芯過程中經常發生渦輪芯斷裂現象,鑄件毛坯也經常出現由于渦輪斷裂導致鑄件報廢,并且比例較大。其次將渦輪放到上箱的工藝,在澆注過程中產生的氣體較大,對產生氣孔缺陷的傾向比較大,在正常生產過程中此產品主要廢品缺陷就是氣孔,每年由于氣孔報廢的鑄件比例高達20%以上。
所以在設計4J缸體的初期要求將渦輪放到砂芯的下箱,將挺桿室放到砂芯的上箱即放到主體芯和套芯上。
編輯:admin
